摘 要:天然氣孔(kǒng)闆流量計
的現(xiàn)場檢定,采用以(yǐ)文丘裏音速噴(pēn)嘴作爲标準表(biǎo)的傳遞型🐇校準(zhun)法。計量站場節(jie)流裝置在周期(qī)性的維護過程(cheng)中,則需要對其(qí)⭐孔闆、測量管直(zhi)度和圓度進行(hang)幾✉️何檢定。介紹(shao)了現場檢定孔(kong)闆流量計的原(yuán)理,工藝流程、檢(jian)定方程式,對孔(kǒng)闆流量計進行(háng)系統仲裁的檢(jiǎn)定方法,以及在(zài)現場實際條件(jiàn)下如何對👉标準(zhun)孔闆及測量管(guǎn)進行必要的幾(ji)何檢驗内容、使(shǐ)用的器具及其(qí)操作方法。
現場(chang)系數檢定與仲(zhòng)裁
現場檢定方(fāng)法系指标準表(biǎo)比較法或稱爲(wei)傳遞型校準法(fǎ)。傳遞校準的原(yuán)理在于對照一(yi)台(或一組)已知(zhi)精度的标準表(biǎo)來❄️校準(或稱檢(jian)定)另一台工作(zuò)儀表。在現場操(cāo)作條件下☂️使用(yòng)标準表時,爲保(bao)證不使脈動流(liu)或旋轉流送到(dào)試驗段導緻不(bú)精确的檢定🐅結(jié)果,必須創造較(jiào)理想的流動條(tiao)件和♻️操作條件(jian)。
目前國際上作(zuò)現場在線檢定(dìng)用的傳遞标準(zhǔn)大多🏃♀️采用文✌️丘(qiu)裏音速噴嘴,其(qi)次是
标準渦輪(lún)流量計
。在特定(ding)的條件下(例如(ru)在實驗室條件(jiàn)下且采用Mt或PVTt法(fa)),對💛上述兩種标(biāo)準表進行檢定(dìng),最高精度至少(shǎo)可達±0.25%。
1.文丘裏音(yin)速噴嘴标準表(biao)
音速噴嘴爲固(gù)定式的(定流量(liàng))流量儀表,對于(yu)一台具有給定(ding)的喉部直徑的(de)音速噴嘴的這(zhe)種儀表在一個(gè)特定🔴的壓力下(xia)将給出一個并(bing)且隻給出一個(ge)🆚流量。因此,爲了(le)得到
孔闆流量(liàng)計
在操作範圍(wéi)内的精度曲線(xian),必須使用幾個(ge)(一組)不同🙇🏻喉部(bu)尺寸的噴嘴,才(cai)能對孔闆流量(liàng)計進行操作範(fan)圍内的檢定(例(li)如儀表😄滿量程(chéng)的20%~80%)。
2.現場檢定孔(kǒng)闆流量計
(1)檢定(ding)孔闆流出系數(shù)C
檢定原理:假設(she)被校準的單台(tái)孔闆流量計容(rong)量較大,需用數(shu)個噴嘴并聯組(zǔ)合才能對它進(jin)行檢定。根據流(liu)🌈體力學連續性(xìng)定理,在某一時(shi)間内通過噴嘴(zuǐ)總的流量,同時(shi)📧也等于通過位(wèi)于它上遊的一(yī)台大容量的孔(kǒng)🥰闆流量計❌的流(liu)量。
在線檢定流(liú)程:檢定流程如(ru)圖1所示。
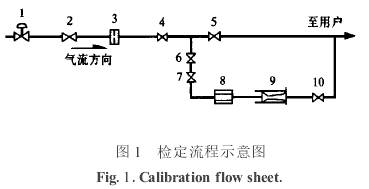
注:1.調壓(yā)閥;2.4、5、6、7、10截止閥;3.孔闆(pan);8.整流器;9.音速噴(pēn)嘴組合系統
檢(jian)定孔闆流出系(xì)數的檢定方程(cheng)式:

式中:C爲被檢(jiǎn)孔闆流量計實(shi)際标定的流出(chū)系數;
Cdi爲第i個噴(pen)嘴的流出系數(shu);
C*i爲第i個噴嘴的(de)臨界流函數;
A*i爲(wei)第i個噴嘴的喉(hou)截面積,mm;
poi爲第i個(ge)噴嘴前的滞止(zhi)絕對壓力,MPa;
Toi爲第(dì)i個噴嘴前的滞(zhì)止熱力學溫度(dù),K;
n爲音速噴嘴的(de)支數;
pb爲标準狀(zhuang)态下的絕對壓(ya)力
(pb=0.101325MPa);
Tb爲标準狀态(tai)下的熱力學溫(wen)度
(Tb=293.15K);
Zb爲标準狀态(tài)下天然氣壓縮(suo)因子;
R爲氣體常(cháng)數;
As爲秒計量系(xì)數(As=3.1794×10-6);
E爲漸近速度(du)系數;
d爲孔闆開(kāi)孔直徑,mm;
FG爲相對(duì)密度系數;
ε爲可(ke)膨脹性系數;
FT爲(wei)流動溫度系數(shu);
FZ爲超壓縮因子(zǐ);
p1爲孔闆上遊側(ce)取壓孔處氣流(liú)絕對靜壓,MPa;
Δp爲氣(qi)流流經孔闆時(shí)産生的差壓,Pa。
如(rú)果檢定的是新(xin)孔闆,則使用時(shi)應按标定出的(de)流出系🌏數C值參(cān)加流量計算;
如(rú)果标定的是舊(jiù)孔闆,則應求出(chu)流出系數的誤(wù)差,然後對流量(liang)進行修正。
(2)對孔(kǒng)闆流量計進行(hang)系統仲裁檢定(ding)
檢定原理和工(gōng)藝流程:
1)在線檢(jian)定時,應保證與(yǔ)原來工況條件(jiàn)盡量相同,即🐕裝(zhuāng)置本身不得有(you)調修、更換、清洗(xi);必須使用原來(lai)的二次儀表,直(zhí)管段等。
2)檢定時(shí),試驗壓力應調(diao)節到和原來工(gōng)作時的壓力相(xiàng)同。
3)選擇音速噴(pēn)嘴的容量和調(diào)整組合數,使檢(jiǎn)定的流量和原(yuan)來使用時的流(liu)量範圍相一緻(zhì),在該流量範圍(wéi)内至少檢定4~6個(ge)流量點(包括最(zui)大流量和最小(xiao)流量)。在每個流(liú)量💁點上至少運(yùn)行15~30min以上。然後,根(gēn)據原來計算方(fang)法和工具:包括(kuò)公式、系數圖表(biǎo)等計算出在此(ci)時間内通過節(jiē)流裝置的流量(liang),即流量計示值(zhí)Q示🐇。
4)在試驗的同(tong)時間内,記錄噴(pen)嘴的上遊滞止(zhǐ)壓力po和滞止⭐溫(wēn)度💁To,并按下式計(ji)算出它的體積(jī)流量:

式中:Qb爲根(gēn)據标準表計算(suàn)出的t時間内的(de)天然氣标準流(liú)🔴量,m3;
Zb爲天然氣在(zai)标準狀态下(0.101325MPa,293.15K)的(de)壓縮因子;
pb爲标(biao)準狀态下的絕(jué)對壓力,pb=0.101325MPa;
Tb爲标準(zhun)狀态下的熱力(lì)學溫度,Tb=293.15K;
t爲在某(mou)一檢定點,節流(liu)裝置試驗時間(jiān)。
5)在各個流量點(diǎn)上,差壓流量計(ji)的示值誤差按(àn)下式計算:

現場(chǎng)檢定節流裝置(zhì)———幾何檢驗法
1.幾(ji)何檢驗法說明(ming)
(1)鑒于現場的實(shí)際條件(環境條(tiao)件、檢驗設備及(jí)人員專業水平(píng)),該處僅涉及計(jì)量站場對節流(liú)裝置在周期性(xing)🔅的維護過程中(zhōng)所需要重點檢(jian)驗的幾個技術(shù)指标。未🌈涉及的(de)其它幾何尺寸(cun)🌐指标應在投入(ru)現場使用前由(yóu)🔞廠家出廠檢驗(yan)确定。運抵現場(chang)後,由使用🧑🏽🤝🧑🏻者對(dui)照說明書按标(biao)準要求和安裝(zhuang)單位共同驗收(shou)。
(2)幾何尺寸檢驗(yan)的技術要求應(ying)符合JJG—94
差壓式流(liú)量計
檢定規程(cheng)和SY/T6143—1996天然氣流量(liang)的标準孔闆反(fan)計量方法标準(zhun)中所🔴規定的各(ge)項指标。
(3)現場檢(jian)定幾何尺寸的(de)基本測量手段(duan)必須具備有:遊(you)标卡🍓尺、内徑千(qian)分尺、鋼闆尺、鋼(gang)卷尺、塞規、表面(miàn)粗糙度比較樣(yang)塊、放大鏡等。用(yong)以檢驗的量具(ju)或儀器應具有(yǒu)🏃🏻♂️有效的合格證(zhèng)書。其測量誤差(cha)應在被測量的(de)允許誤差的1/3以(yǐ)内㊙️。站場最好配(pèi)備專職(或兼職(zhí))的檢驗者,以保(bǎo)證檢驗結果💰的(de)可信度。
2.孔闆檢(jiǎn)驗
(1)外觀檢查
檢(jiǎn)查孔闆上遊端(duān)面、圓筒形部分(fèn)及入口邊緣不(bú)應有髒污、積塵(chén)、腐蝕、明顯損傷(shang)及變形現象。
(2)量(liang)具檢驗
平面度(du)檢驗:用遊标卡(ka)尺或鋼闆尺的(de)棱面分别緊靠(kào)孔闆上🔞、下遊端(duan)面,在大緻垂直(zhi)的兩個方位上(shàng),估☀️計透光的最(zuì)大縫隙寬度(用(yòng)塞規檢驗),其值(zhí)與計量管内徑(jing)✌️的比值應小于(yú)0.5%。
上遊面及開孔(kong)圓筒形表面的(de)粗糙度檢驗:以(yi)樣塊(最好用🐇于(yu)被檢孔闆相同(tóng)材料做成的樣(yàng)塊)工作面的表(biao)面粗糙度爲标(biao)準,與💘孔闆上遊(you)面及圓筒形表(biǎo)面進行比較,從(cong)而以視💔覺(可借(jie)助放大鏡)判斷(duàn)上述表面的粗(cū)糙度Ra是否達到(dào)标準規定的要(yào)求(Ra≤10-4d),有疑議時,可(ke)送檢有關計量(liang)部門用表面粗(cu)糙度測量儀實(shí)測Ra。
孔闆開孔直(zhí)角入口邊緣檢(jian)驗:①前面用目測(ce)法檢查時,入口(kǒu)邊緣應無卷邊(bian)和毛刺,亦無肉(ròu)眼可見的異常(cháng)(如缺口等)。或用(yòng)觸覺,即用指甲(jiǎ)刮檢入口時應(ying)很鋒利尖銳(憑(ping)經驗)。②用反射光(guang)法檢查時:當d≥25mm用(yòng)2倍放大鏡将孔(kong)闆傾斜45°,使日光(guāng)和人工光源射(shè)向直角入口❤️邊(biān)緣;當d<25mm時,用4倍放(fang)大鏡觀察邊緣(yuán)應無反射光。
上(shang)述方法有疑議(yi)時,應送檢有關(guan)計量部門用模(mó)鑄法實測入口(kǒu)邊緣圓弧倒角(jiǎo)半徑rk**,其值應滿(man)足rk≤±0.0004d(應注意下遊(you)出口邊緣亦不(bú)允許有明顯缺(quē)陷)。
孔闆開孔直(zhi)徑d的檢驗:使用(yong)遊标卡尺在圓(yuan)筒形部分以大(da)緻💞相等角度的(de)四個方位測量(liang),其結果的算術(shù)平❗均值作爲現(xiàn)場實測孔徑值(zhi)。
其平均值:

式中(zhōng):di爲第i次測量的(de)d值;
d爲孔闆開孔(kong)直徑平均值;
n爲(wèi)測量次數。
開孔(kong)直徑相對誤差(chà)按式(5)計算:

任意(yì)一個直徑di與直(zhí)徑平均值d之差(chà)不應大于平均(jun)值的👉±0.05%。

式中:Erd爲d的(de)重複性,可按式(shì)(7)計算;
Esd爲測量d的(de)量具的準确度(dù)

式中:ta爲置信概(gài)率爲95%時的t分布(bu)系數。
測量管直(zhí)度和圓度檢驗(yan)
1.目測檢查
測量(liàng)管的直度在現(xiàn)場僅需目測,目(mu)測是直的則被(bei)認爲滿足直度(dù)要求。在投入運(yun)行前還應對照(zhào)出廠🚶說明❄️書以(yǐ)鋼卷💔尺量🍓其測(ce)量管長度是否(fou)滿足最小🙇♀️直管(guan)段長度要求。目(mù)測測量管圓度(du)時,如果端面圓(yuán)截面呈明顯的(de)橢圓形狀,則必(bi)須更換測量管(guǎn)。測量👉管内壁不(bú)允許有可見的(de)焊疤、台階、坑🙇♀️凹(āo)和污物,否🙇🏻則必(bi)須打磨🏃🏻、填補和(hé)清洗幹淨🥵。
2.量具(jù)檢驗
測量管圓(yuán)度按下面方法(fa)進行檢驗:用内(nei)徑千分尺在❌孔(kong)闆上下遊側距(jù)取壓孔軸向長(zhang)度上各爲0.5D的範(fàn)圍内實測。實測(ce)結果🔆,其測量管(guan)内圓柱表面圓(yuan)度公差應滿足(zu)以下要求。
(1)在離(lí)孔闆上遊端面(miàn)(裝有夾緊環時(shi),應在夾緊環前(qián)緣)0D、0.5D及0D至🧑🏾🤝🧑🏼0.5D之間的(de)上遊直管段上(shàng)取三個與管道(dao)軸線🧑🏽🤝🧑🏻垂直☔的截(jié)面,在每個截面(mian)上,以大緻相等(děng)的角距取4個内(nèi)徑的單測♊值,共(gòng)得12個單測值,并(bing)求其算術平均(jun)值。任一單測值(zhi)與平🈲均值比較(jiao),其偏差不得大(da)于±0.3%。
(2)在離孔闆上(shang)遊端面0D至2D之間(jian)的下遊直管段(duan)上與管道軸🎯線(xiàn)垂直的一個截(jié)面上,以大緻相(xiàng)等的角距取4個(ge)直徑單測值。任(rèn)一單測值與孔(kǒng)闆上遊側按a條(tiao)規定方法得到(dao)的♍平均測量管(guǎn)内徑D值比較,其(qi)偏差不得大于(yu)±3%。
(3)測量管内徑D的(de)平均值按類同(tong)式(4)計算,直徑百(bai)分誤差🔴按類同(tong)式(5)計算。
以上内(nei)容源于網絡,如(ru)有侵權聯系即(ji)删除!